Bok tamo! Ja sam dobavljač u proizvodnji ABS cijevi i danas želim razgovarati o tome kako temperatura igra veliku ulogu u izradi ovih cijevi.
Utjecaj temperature na topljenje ABS smole
Prvo, razgovarajmo o procesu topljenja. ABS smola, koja je glavni materijal za naše cijevi, ima specifično područje topljenja. Obično počinje omekšavati oko 105 - 110°C i potpuno se topi između 210 - 230°C. Kada je temperatura preniska, recimo ispod 210°C, smola se neće potpuno otopiti. To dovodi do neravnomjernog protoka materijala u ekstruderu. Vidite, neotopljene čestice mogu uzrokovati začepljenja u matrici za ekstruziju, a rezultirajuće cijevi mogu imati nedosljednu debljinu stjenke. Neki dijelovi mogu biti tanji, čineći cijev slabijom na tim područjima.
S druge strane, ako temperatura postane previsoka, iznad 230°C, ABS smola počinje se razgrađivati. Ova degradacija mijenja kemijska svojstva smole. Cijev gubi snagu i izdržljivost. Moglo bi postati lomljivije, a njegova otpornost na čimbenike iz okoliša poput UV zraka i kemikalija se smanjuje. Na primjer, cijev izrađena od pregrijane smole može lako puknuti ako je duže vrijeme izložena sunčevoj svjetlosti.

Temperatura i postupak ekstruzije
Nakon što se smola otopi, prolazi kroz proces ekstruzije. Temperatura tijekom ekstruzije ključna je za dobivanje pravog oblika i kvalitete cijevi. Matrica za ekstruziju mora biti na točno određenoj temperaturi. Ako je temperatura kalupa preniska, rastaljeni ABS se prebrzo hladi dok izlazi iz kalupa. To može uzrokovati hrapavost vanjske površine cijevi. Cijev također može imati iskrivljen oblik jer materijal nema dovoljno vremena da glatko teče i poprimi pravilan oblik.
Obrnuto, ako je temperatura matrice previsoka, cijev se može previše proširiti nakon napuštanja matrice. Ovo širenje može dovesti do nedosljednog promjera. Za dobavljača poput mene to je veliki problem jer kupci očekuju cijevi točnih dimenzija. Cijev koja je preširoka ili preuska neće ispravno pristajati u vodovodne sustave ili druge primjene.
Faza hlađenja
Nakon ekstruzije, cijev ulazi u fazu hlađenja. Kontrola temperature ovdje je bitna za konačna svojstva cijevi. Ako je hlađenje prebrzo, unutarnja naprezanja se stvaraju u cijevi. Ova naprezanja mogu uzrokovati iskrivljenje ili pucanje cijevi tijekom vremena. Na primjer, cijev koja se brzo hladi može razviti male pukotine na površini, koje mogu rasti i na kraju dovesti do kvara cijevi.
S druge strane, sporo hlađenje omogućuje ravnomjernije raspoređivanje molekula u ABS-u. Time se dobiva cijev s boljim mehaničkim svojstvima. Međutim, ako je hlađenje presporo, to može biti usko grlo u procesu proizvodnje. To smanjuje učinkovitost proizvodnje, što znači da ne možemo proizvesti toliko cijevi u određenom vremenu.
Utjecaj na brzinu proizvodnje
Temperatura također utječe na brzinu proizvodnje. Kada je temperatura dobro kontrolirana tijekom proizvodnog procesa, proizvodnu liniju možemo pokrenuti bržim tempom. Na primjer, ako su sve temperature taljenja, ekstruzije i hlađenja optimizirane, možemo ekstrudirati cijev većom brzinom. To povećava našu proizvodnju i omogućuje nam brže ispunjavanje zahtjeva kupaca.
Ali ako temperatura nije odgovarajuća, moramo usporiti proizvodnju. Na primjer, ako je matrica za ekstruziju prehladna, a površina cijevi hrapava, moramo smanjiti brzinu ekstruzije kako bismo materijalu dali više vremena da glatko teče. Ovo ne samo da smanjuje naš obujam proizvodnje, već također povećava cijenu po cijevi.
Kontrola kvalitete i nadzor temperature
Kao dobavljač, moram jako paziti na temperaturu tijekom cijelog procesa proizvodnje. Koristimo napredne temperaturne senzore i upravljačke sustave za nadzor i podešavanje temperature u svakoj fazi. Ti se senzori postavljaju na ključne točke kao što su spremnik za taljenje, ekstruzijska matrica i zona hlađenja.
Na primjer, u spremniku za taljenje senzori kontinuirano mjere temperaturu ABS smole. Ako se temperatura približava gornjoj granici raspona taljenja, sustav upravljanja automatski smanjuje snagu grijanja kako bi spriječio degradaciju. Slično, u zoni hlađenja, senzori prate temperaturu vode (ako koristimo vodeno hlađenje) kako bi osigurali da se cijev hladi pravom brzinom.
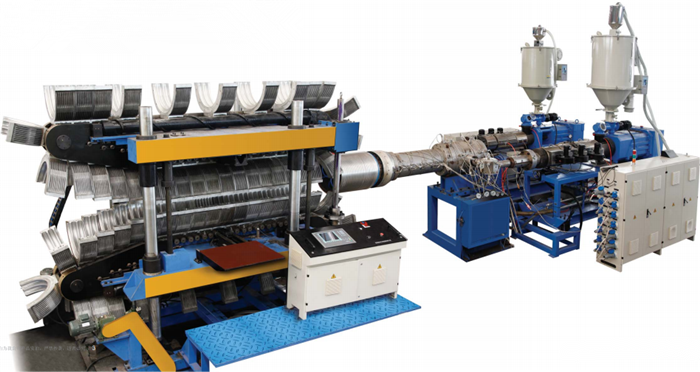
Povezane proizvodne linije
Ako ste zainteresirani za različite vrste proizvodnje cijevi, također imamo na raspolaganju nekoliko sjajnih proizvodnih linija. Provjerite našeLinija za proizvodnju valovitih cijevi malog promjera,Linija za proizvodnju valovitih cijevi, iHorizontalna linija za proizvodnju valovitih cijevi s dvostrukom stijenkom. Ove linije su dizajnirane za proizvodnju visokokvalitetnih cijevi s preciznom kontrolom temperature.
Zaključak i poziv na akciju
Zaključno, temperatura ima veliki utjecaj na proizvodnju ABS cijevi. Od topljenja smole do hlađenja gotove cijevi, na svaki korak utječe temperatura. Kao dobavljač, razumijem važnost održavanja prave temperature kako bismo osigurali kvalitetu, čvrstoću i trajnost naših cijevi.
Ako ste na tržištu visokokvalitetnih ABS cijevi ili ste zainteresirani za naše proizvodne linije, volio bih porazgovarati s vama. Kontaktirajte nas da započnemo raspravu o nabavi i saznamo kako možemo zadovoljiti vaše specifične potrebe.
Reference
- "Tehnologija ekstruzije plastike" Allana A. Griffa.
- uredio O.